The MGA With An Attitude
Original Radiator CELL CORE for the MGA - CO-100A
I would like to start by thanking Doug Sjostrom for these amazing pictures.
This page may be of interest to the concours enthusiasts. The original MGA radiator was "cell core" type, which is substantially different than a modern tube type radiator and seldom seen any more. Manufacturing of the cell core radiator is now a specialty business making replacement parts for vintage vehicles, but having no application in modern production cars.

Picture above shows a horizontal cut through the core exposing the broad surfaces of the cooling fins and a section through the water cells. On the right side you can see a single corrugated plate which is one half of a water cell as is used to terminate the sides of the core.

This is a close up of the inside of the water cell (or the side plate). It has regular corrugations along the length. At the center line and along the edges the corrugations are opposite phase and raised. The silver color just inboard of the edge rim is solder spill over from the edge joints. When two of these plates are placed face to face and soldered together they form a water cell which is one of the vertical water passages through the radiator core. In production these corrugated plates can be rapidly formed by rolling flat copper strip stock between a pair of toothed wheels.
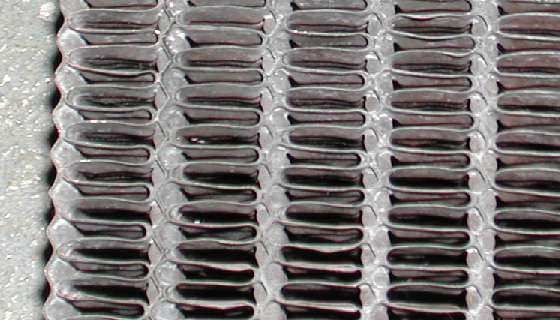
This is a face view of the core after assembly, looking at the ends of the fins and the edges of the water cells. This is where you can tell the difference between an original type cell core or a replacement tube type core at a glance. The folded fins are spaced such that the folds nest into the indentations of the corrugations of the water cells for large area contact and good thermal connection when soldered together. You can also see the zig-zag solder joint running down the edge of each water cell. The offset corrugations in the plates form a serpentine water flow channel inside the cell. This creates turbulence and mixing of the water as it flows to avoid laminar flow and keep warmer water in contact with the inner surface of the cell for best heat transfer.

This is a top (or bottom) view of the core after assembly and soldering. Notice the ends of the cell plates are folded outward and overlap the tabs of the neighboring cells to form water tight joints between the cells after soldering. A fairly thick layer of solder is laid along the edges to fill the small undulations before the top and bottom tanks are soldered in place.
This type of construction makes a good radiator with efficient heat transfer properties. In its day this was state of the art for high volume assembly and best function for least material used, but of course giving due consideration to the materials being used. Today we would see this design as using mass amounts of copper which is heavy, and lead which is toxic in the wrong circumstances.
There are also several practical problems with this design in use. The most serious functional problem is that the narrow serpentine water passages can collect deposits of water stone and rust sediment (from the iron engine block) which can degrade the thermal performance. This goes from bad to worse when using plain water with high mineral content for coolant. Designing for the long term reduction of thermal performance requires using a larger radiator, which of course is a space problem in the MGA. The serpentine water passages are also impossible to clean out with mechanical routing which could be used with smooth straight tubes. When these water cells get clogged the only solution is severe chemical cleaning (which may not work) or installation of a completely new core. The picture below shows a used radiator opened to expose the inside of a water cell with a moderate accumulation of water stone.

Another problem is that almost all of the solder joints are in tension when there is pressure in the cooling system. Increasing system pressure has a tendency to push the solder seams apart. When combined with vibration (rigid mounting on the car body) this can lead to leaks and split seams, and the higher the pressure the more likely it is to burst. Early MGA production used a 4 PSI pressure relief cap on the radiator. This was later superceded by a 7 PSI pressure cap to prevent local boiling around hot spots in the cylinder head during hotter running conditions. It should be strictly taboo to run pressure higher then 7 PSI with this type of radiator.
One company still manufacturing cell core radiators is Maine Auto Radiator. They do not sell directly to end users, so don't bother to ask. If you want an original style cell core for your MGA radiator, you need to find a professional radiator shop which has a working relationship with Maine Auto Radiator.
A replacement core needs to be 11 top-to-bottom x 18-3/4 side-to-side x 2 thick.
Here's a followup message from John Saxon in Australia:
>"My own experience with overheating started when I replaced the original, leaking radiator with a new modern core job at the same time as I had the engine rebuilt. The overheating on reassembly was put down to a tight engine, .... The block was chemically cleaned and despite a lot of gunk coming out the problem persisted. I tried running without the grille - no improvement but I did note that the faster I drove the higher the temperature went - a sure sign that not enough air was getting through the radiator.
>
>Replacement V-cell radiators were no longer being manufactured in Australia but were in New Zealand. I imported one and, hey presto, the problem disappeared. No longer having to wait on the side of the road on a hot day for the engine to cool down was a godsend.
>
>A contact here was the development manager at BMC Sydney where approximately 2000 A's were assembled from a collection of CKD and locally manufactured parts. He said MGAs never overheated when new no matter how they thrashed them". -- John
A company in New Zeland also makes cell core radiators.
www.vintageradiator.com
This has been my experience too. When I drove MGAs in the late 60's with all original parts, there was never any indication of any tendency to overheat under any conditions. -- Barney
On 7/30/2016, Douglas Widnall wrote:
"Finally the car is home after being away for engine work. 180-degree thermostat.
Driving to the shop, 12 miles, 92dF, gauge showed 210dF.
Driving the car home in 95dF showed 195dF on the gauge.
The radiator looks better somehow, looks more like it belongs more so, more like I remember the radiator I had before the first core replacement. So far, so good". -- Doug
On 8/25/2016, Douglas Widnall wrote:
"So the car is back on the road.... New Cell type radiator has not let temp over 195* even on these hot 95* Daytona Beach summer days! Temp is usually at 190*! .... Thought you'd also like to know that there is no change from my original report on the radiator. That thing is awesome! I don't have a shroud, and see no need for one now".
Addendum, December 4, 2016:
Another source for original type cell core radiator:
Universal Carnegie Manufacturing - Ph: 1-800-867-9554
66A Arch Street Ext, Carnegie, PA 15106



This place will make a new cell core and recore your vintage radiator for you. Reported turn around time is about two weeks.
A replacement core needs to be 11 top-to-bottom x 18-3/4 side-to-side x 2 thick.
Addendum, October 29, 2017:
Anoher reported source for the cell core is Brass Works in Paso Robles, California.
Ph: 805-239-2501 -- Email: sales@thebrassworks.net
|


