The MGA With An Attitude
CRANKSHAFT BEARINGS, WEAR and REGRIND -- CS-205D
Crankshaft R&R and Regrinding
Crankshaft bearings is in 5 steps spanning 5 web pages.
Click green arrow at bottom to follow pages in sequence.
A - Bearing Wear and Oil Pressure
B - Connecting Rod Bearings
C - Main Bearings
D - Crankshaft R&R and Regrinding - (this page)
E - Bearing Installation
If the crankshaft needs to be removed for regrinding, you have to remove the engine from the car. Then remove crank pulley, timing chain cover and tensioner, timing chain and sprockets, cam retainer plate, and engine front plate. On the back remove clutch pressure plate, clutch disk, flywheel, and engine rear plate. Invert engine, remove the all rod and main bearing caps, and lift out the crankshaft.
Note that it is not necessary to remove the pistons, cylinder head, camshaft, or any of the valve train parts if you are only servicing the crankshaft. If you do remove the cam and tappets, and you have any intention of re-using these parts, be sure to keep the tappets in proper order front to back to eventually be reunited with the matching cam lobe. See notes on cam and tappet operation and cam wear.
Crankshaft grinding is a specialty business. A local engine shop will most often send the crank out to the specialty shop. If you can take it there directly you may save some time and money, and you will be talking to the bloke actually doing the work.
A re-ground crankshaft will need matching undersize bearings. If you have it reground the shop will tell you the new sizes for main and rod journals, and the same numbers should be marked on the crankshaft with metal stamps or paint marker (usually near the front end). If you are not having it re-ground it's a good idea to install new bearings anyway, unless you know for sure the old ones are "like new". Look on the back (OD) of the bearing half shells for size numbers. Standard size may only contain a part number or may be marked "STD". Undersize bearings should be marked with the size, like 010, 020, etc. You must buy new bearings in the correct size to match the crankshaft.
Thrust washers are also available in oversize thickness. This would be required if the crankshaft regrind found it necessary to touch off the thrust surfaces for clean-up. Standard thrust washers are 0.0915 inch thick. First step oversize thrust washers are 0.0965 inch thick, or 0.005 inch over thickness on each side. 0.010 over thrust washers are also available. If the thrust surfaces on the crankshaft are re-ground, it is common to remove exactly .005 inch on each side, but don't depend on that being true. The grinding shop may not know the correct finish dimension requirement (perish the thought), or they might just touch the thrust surface with the grinding wheel for a minimal clean-up. In some past life the engine block may have seen some odd machining to the side surfaces of the bearing cradle. In any case you should always check the clearance for the thrust washers, and adjust the end float if necessary.
Thrust washer clearance should allow a minimum of 0.001 inch for oil film. When assembled dry this would have a total of 0.002 inch end float for the crankshaft. With oil in the bearing this minimal clearance will be occupied by the oil film and the end float will be nil. As thrust washers are available in 0.005 inch increments, you can change the thickness by 0.005 on one side only, or on both sides as required. As such, you may live with a few thousandths of an inch extra end float, until it is enough to fit the next thicker thrust washer. If you do not like the small extra end float, you can use the next thicker thrust washer and sand or grind the thrust washers to be a bit thinner. A surface grinder can remove material from the back (steel) side while retaining all of the intended white metal on the bearing side.
Excessive crankshaft end float can contribute to clutch "judder", which is an irritating shaking or low frequency vibration as the clutch is in the process of engaging. Up to 0.005 inch of end float is generally not a problem, so it is usually not necessary to machine thrust washers to any special intermediate thickness.
Addendum December 2011:

Notice in this picture there are numbers stamped on the flat steel side, and there are vertical slots in the soft bearing side. The steel side goes against the stationary iron block at the center main bearing cradle, while the slotted bearing side goes against the rotating thrust surface of the crankshaft. There is an error in the workshop manual Section A.20 stating to install the thrust washers the wrong way around. This was noted by the factory with Confidential Service Memorandum MG-416 on March 1, 1962, just a few months before end of production. Apparently there was no update of the book to correct the printed error. Be sure to put the slotted side against the rotating crankshaft. The slots are there to allow oil to escape from the bearing, as oil flow is necessary for cooling the center main bearing. All other crankshaft bearings have at least 0.010-inch side clearance to allow oil flow.
At first I thought this photo shows a badly worn thrust washers with all of the soft white metal worn away to expose the intermediate copper layer. However, apparently there is a new bearing material on the market with this copper color.
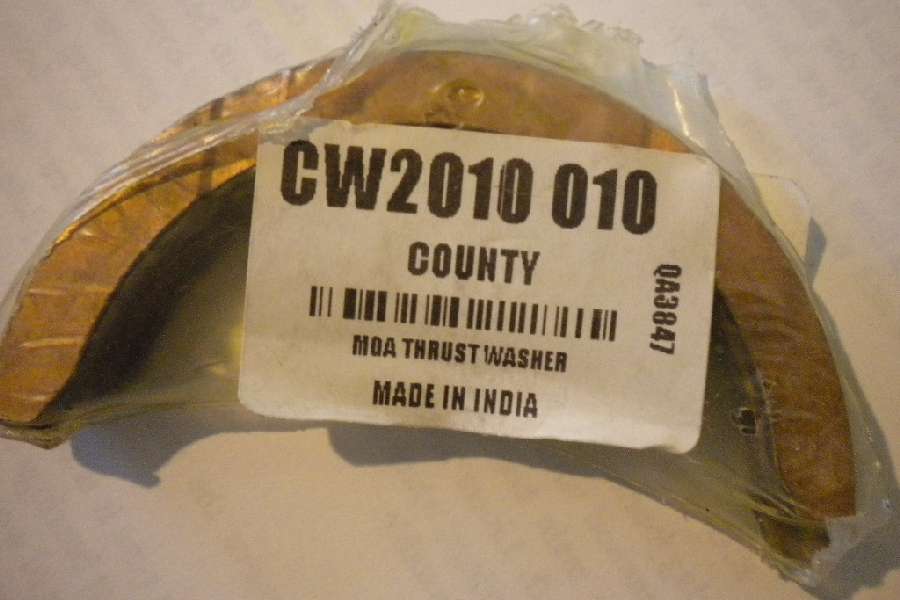
Photos below show new thrust washers in original packaging with this copper color bearing material. Also as a curiosity, it is the first time I have seen the package say "MGA", and not "For Datsun (Nissan)".
|
|

|


Crankshaft thrust washers are commonly manufactured from two types of material, bi-metallic aluminum, or bi-metallic bronze. Babbirt material is not so common here. Of the two, the aluminum is softer and does not wear as long as the copper/bronze based material. Despite this, the white aluminum bearing material is often used because it is more tolerant of debris in the oil. The contaminant will embed in the soft material, rather than scratching the crank surface. The copper based alloys give a longer life and are preferred for areas such as the thrust washer where there is no impact loading.
|