The MGA With An Attitude
The process starts with some very careful measurements of the valve locations in the cylinder head, followed by more careful transfer of those dimensions to the top of the engine block, and finally using the circle template and a scribe tool to mark the desired location of the new cuts on the top of the block. You can use machinist's bluing or a black ink marker to darken the surface, and then use a scribe to make bright scratch marks. Be sure to leave at least 1/32 inch clearance between the edge of the valve and the new relief cutout you are adding to the block (circle template at least 1/16" larger diameter than the valve head). In the B-series MG engines the valves lie on a line running through the center of the cylinder bores, which makes the layout work easy (relatively speaking). Be aware that with the three main bearing engines (MGA and early MGB engines) the space between the two center cylinders is greater than the space between other cylinder bores. It is fortunate that the layout pattern will be symmetrical for all cylinders, being a mirror image from one cylinder to the next. Once again, note that the exhaust valves overlap the block more than do the intake valves. For exact physical layout of the valve patern see following article CM-203
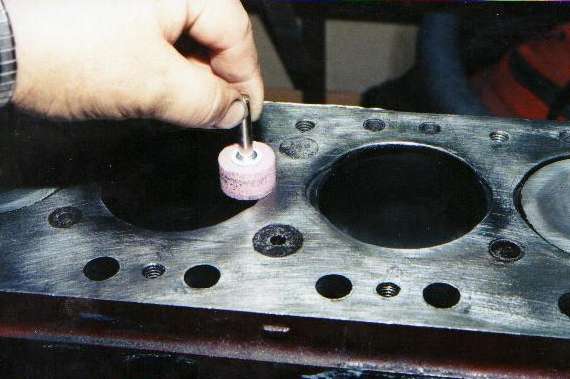
Next is a picture of the chosen tool of mass destruction. Doesn't look like much does it? This is just a one inch diameter cylindrical grinding stone on a 1/4 inch arbor, it cost less than $2-US and can be found wherever hand held air tools are sold. If you have ever tried using one of these stones with a hand held electric drill you may know how fast you can destroy the stone by being impatient and pushing too hard. Here we also have the problem of precision guidance and depth control. Not a problem with the right approach, just turn the page to proceed with precision.
|