The MGA With An Attitude
PORTING the MSX CROSS FLOW HEAD - PP-402
 "Porting the MSX crossflow head" "Porting the MSX crossflow head"
This article written by Sean Brown, Oregon, USA, first appeared in late January, 2003 on the MG Enthusiasts BBS. It is reproduced here with permission of the original author.
This article is a follow up to Sean's extensive work examining and porting an MSX cross flow cylinder head. While some of the results were surprising, the entire article is extraordinarily educational.
Posted 18 January 2003
Sean Brown, Oregon, USA, sevenshop@terragon.com
If you have read my post "go with the flow or get left behind", you'll probably be familiar with my goal for this one. Hopefully we can expand on the knowledge shared previously, and give some new insight into the intricacies of the MSX cross-flow cylinder head!
The First Look
When we got the first MSX in our shop, we were really excited. Here we had an alloy head that weighed about half the cast iron version and had a better port layout. While it cost about twice what our standard headwork does, by all initial indications (the well worded advertising we'd read), this was one hot little item! So with these thoughts in mind, we were pretty enthused by the opportunity to be able to thoroughly assess this fresh, new concept in modern-day performance for a timeless classic like the MGB. So far so good.
Unfortunately (once removed from the box), we were a little disappointed. The first indication of trouble was the chambers, which seemed somewhat unfinished. We felt they lacked even the casting quality of a stock MG head. This isn't to say they had voids or other big problems. But there is a lot of material where it either needs to be machined out, or could have been saved with a difference in the sand coring. For Pierce, I can't see where this is much advantage, because it would have been just as much work to get the coring right as it was to get it "wrong". Point is, we were drawn to this because the stock MG chambers generally exhibit a form which shows signs of careful development by their maker. Our impression was Pierce meant to leave the chamber cores somewhat on the small side, in case an accidental core shift were to occur. Were this the case, the head could still be machined and there would be less production failure and related scrap heads. But that's the only reason we could think of.
Next in our inspection, we removed some valves. The head contained the smaller 1.563" inlet valves with standard size exhausts. This is not all bad in itself, because (as we soon learned), the stock port arrangement doesn't necessarily warrant the larger 1.625" size inlet as fitted to the '72-'74 model MGB's. Additionally, the chamber (which we were already questioning) tended to shroud the inlet valve to the extent a 1.625" inlet would be unlikely to show much advantage. Otherwise the valve quality seemed reasonable and the stem-to guide clearance was acceptable.
Before removing the valves, the "finger test method" (see my last post) was employed and a sharp ridge felt on the peak of the short turn radius. For those not familiar with this term, the "short turn radius" is a description of the port floor as it makes it's turn to the back of the valve while the roof of the port is often called the "long side" (for obvious reasons). With the valves removed, we were able to see what we had felt, there was indeed a sharp edge formed when the head was machined. Sometime during the head's manufacture, Pierce cut below the seat insert with a 90 degree "bowl hog" to remove material in this area. This left an abrupt transition from the port, to this cut surface. In effect, our short turn radius ended up being a 90 degree turn on a dime! We did not feel this was helping airflow at all and later flow-testing supported this observation. The short turn radius happens to be one of the most critical areas for a head-porter to modify and this one would certainly need some modifications if flow was to be corrected and turbulence caused by this defect eliminated.
The remainder of the port looked fairly decent. We liked the round form because we feel a round port is most efficient. However, (as we learned last time) a round form is not ideal when the direction of the port is made to change. Thus, the port walls and floor in the vicinity of the short side turn would need some substantial work to increase the flow and help balance the pressures (lessen flow shearing).
The exhaust ports are essentially a reworked version of the stock MG ports. They feature a revised exhaust guide boss(which we liked) and Pierce also filled in the "hole" that is hidden when the port is viewed from the manifold face (another good thing). This meant the port had a little less cross-sectional variation and exhibited a more consistent cross-section than found on a stock head. While we liked those features, we also found some other problems. The first problem, was that the short side turn of the Pierce exhaust ports were all sharp, just as the intakes were. This we felt could be easily cured through some attention with a carbide cutter later on. One problem we could not change however, was the "height" of the short turn and port floor.
When head-porters talk of the inner surfaces of a port, they usually talk about the head being upside down. So higher or lower is to the deck side or to the rocker side respectively. In this case, the short side turn was more toward the deck side than on a stock MG head and we felt initially (and later confirmed) that this was not beneficial to exhaust flow. That is, even when the shape of the short side turn is made "smoother," the respective radius is too small for proper flow. One will note that the short side radius on a stock MG head is quite generous and with very little modification, flows exceptionally well.
While we had the valves out, we took the opportunity to make some simple measurements of the port cross-sectional sizes in certain "key" areas. We talked about how cross-sectional area is important in the last post. Now was the time for us to see what changes were needed in these areas. We found in general, that the average cross sectional area was well-sized for lower RPM and mid-range torque. We also felt certain areas were too big relative to others (which were too small relative to the average). We decided at this stage that modification to the ports would allow these relative areas to be better "balanced," however this would necessitate the use of a 1.625" inlet valve, which we were not sad to find.
Going With The Flow
So with the initial "eyeball flow-bench" analysis completed, it was time to get serious. In went the valves again and the head was flowed for quantity on the "real" flow-bench. For most people, a flow-bench is a curious piece of equipment they may have heard of before (but probably never actually seen), around which an aura of mysticism abounds. In reality, a flow-bench is actually a pretty simple device, the use of which could be "mastered" by about anyone capable of getting behind the wheel of a car. The average flow-bench utilizes a vacuum source and various flow-metering devices to draw air through engine components in order to quantify the amount of air these components are capable of flowing. This acts as a tool to help engine builders match components of similar airflow capability and to assess the results of any modifications that may have been made in an effort to improve flow. In short, we were using the flow-bench to measure the quantity of air the head was capable of flowing for each .050" increment of valve lift.
Bulletin board junkies will remember the results of this test having been posted in a previous thread. I don't intend to get too serious about flow numbers in this post (it's long enough already and I'm only half done) because they are for our reference more than anything and are hard to relate reliably. However, we found the numbers to be similar to a stock 1.563" inlet 5-port on the inlet until about .250-.350" lift where the MSX died off. The exhaust side was rather poor and we were not surprised. In fact, having given our initial "look over" of the head, the inlet numbers were surprisingly good, and the exhausts were about what we had expected.
I should mention at this point that we also test our ports in reverse. That is, not only do we test the flow in the right direction, but we also test the flow in the "wrong" direction as well. This may seem odd to most people, after all, the inlets allow gas IN and the exhaust OUT right? Well that's the way it's supposed to work, but during overlap and at inlet valve closing, significant amounts of reversion can (and will) occur. This is dependent on the gas speed in the port at the time, which is a function of camshaft events and RPM. When dealing with the 5-port heads we have to worry about inter-cylinder "sharing" as well and the situation gets even more cloudy. The point is, the less reverse-flow for a given amount of forward-flow, the better off you are! Without testing reverse-flow, you're not really going to know what is going on, and of course, how you can change things for the better. We found the initial reverse flow numbers on the MSX to be decent, but this, we felt was largely due to the poor flow in general.
Plotting The Course
At this point we had a good idea of how much air was flowing, and some good assumptions as to how we could improve things. Over the years, we've been able to get a pretty good idea of how air will flow through a port, simply by looking into them. That comes in handy, but actually being able to quantify where the air is flowing is mandatory if anything more than a "guesswork improvement" is to be sought. To do this, we use a few "magic" tricks of our own. For a real quick visual, a fine thread can be tied to a piece of welding rod or the sort and allowed to "fly" down the port like a kite. This can show a little about where the air is flowing, but it isn't very quantifiable. The best way to quantify flow velocity, pressure and direction, is to use various forms of Pitot tubes connected to a manometer.
A Pitot tube is a thin tube with an opening at each end. One end is connected to the manometer and the other is left open to be held inside the port. For those who don't know, a manometer is a simple U-shaped tube with water in it, each end is connected to a different source of pressure and that pressure is read on the manometer by measuring water displacement. By using a Pitot tube placed in various regions of the port, it is simple to read the pressure for each area and a "plot" made to correspond to those pressures. This allows the flow-bench operator to actually "see" where the air is flowing, and where it isn't. By using a variety of different pressure probes (Pitot tubes) you can actually see where air is not attached to the curvatures and where the air has reversed and formed back-eddies in the flow. By now it should be obvious that anyone NOT using these devices to judge their modifications in the cylinder head business is 100% wasting their time! In short, the Pitot tube will help judge flow quality and we feel that quality is at least as important as quantity.
Getting back to the MSX, we found the inlet air to be rather tight to the inlet short turn, but there were problems at it's "peak" which was not surprising after having witnessed the "ridge" earlier. In general, the inlet port is pretty basic and there weren't many other issues. The flow in the region of the inlet guide boss and guide was essentially "static" as expected and we did not plan any significant modifications to that area. The exhaust ports did not flow even as well as we had hoped. The tight, sharp short turn was a real problem because the bulk-flow did not make it around the bend. What happened was the bulk-flow would come up high right off the short turn and then seek the center of the port. We found that air was indeed reversing after the sharp edge and there was a significant back-eddy in that region. This tended to "grow" as the valve lift and flow velocity increased. Naturally this was bad for the flow as we expected earlier and in essence, had the disappointing effect of essentially "closing off" the port as valve lift increased. Not exactly performance oriented.
Planning For Performance
At this point we had compiled enough raw data regarding the flow properties of the head. We had quantity numbers (CFM), port cross-sectional measurements, plots to show flow-pressure distribution and direction, and some obvious problems. Using these measurements, an experienced head-porter can decide where material needs to be removed in order to make the relative cross-sectional areas come out to the percentages desired for both flow-quantity and efficiency. Using the pressure plots allows us to figure out how these cross-sections should be shaped to best make use of their respective areas (quality). And the obvious sharp edges and such can be made smooth...which brings us to the topic of template making.
An experienced head-porter will probably not just go in with a die grinder and begin "smoothing" things, using his finger as a testing device and hoping for the best. This approach is highly unlikely to ever develop the best flowing port and even if one did use this approach, it would certainly not allow repeated accuracy. The better approach is to fabricate a "guide" which will allow the porter a solid reference as he goes. These "guides" are actually called templates and serve a vital purpose beyond that already stated.
An important aspect to "porting" is to ensure correct "curvature". For instance, the short side turn, or a turn within a port, often needs a specific radius that will not necessarily be constant. The curve through the push rod junction of a stock 5-port head is an excellent example. Here the curve must have a very specific (exponential) radius for maximum flow around the corner...simply feeling it for smoothness isn't going to get the job done. So to develop a template, one must not only draw ordinates from the head in question, but one must also work on paper to develop a better curve than just any curve. Additionally, templates must be made for cross-sectional shapes and that of the combustion chamber as well. All this adds up to a lot of template making, but it's the only way to get it right later. It also can actually save time, because one can grind with more efficiency and with the peace-of-mind that the results will be certain.
With some templates made, a sharp scribe and a fresh bottle of Dykem Steel Blue, we were ready to start cutting metal. The amount of work necessary was quite similar to the amount of work done to a stock 5-port. Using the templates as a guide, we were able to cut the ports and chambers to what we felt was a form close to their maximum, first time! By going to the larger-sized (1.625") inlet, we were able to cut the ports such that the respective cross-sectional areas for each specific region of the port, (entry, turn, throat, etc.) were within "limits" we have found to work well in the past. This means that we enlarged certain areas such that they became a certain percentage size-wise to a reference area. With the bigger inlet valve, this meant that no area was too small or too large to hinder the flow up to the valve and a more efficient passage created. Even though we removed a considerable amount of metal, the theoretical peak torque RPM did not change significantly.
The exhaust ports were hard to "fix" because the only thing we could really do was "smooth" the short side turn and clean up the rest of the port. Making them any larger would have been pointless as they were plenty "large" already. The chambers however required a significant amount of work. Not only did we have to "blend" in the areas around the valves/seats, but significant de-shrouding work was necessary as well. This form is critical for not only flow-quantity, but quality as well.
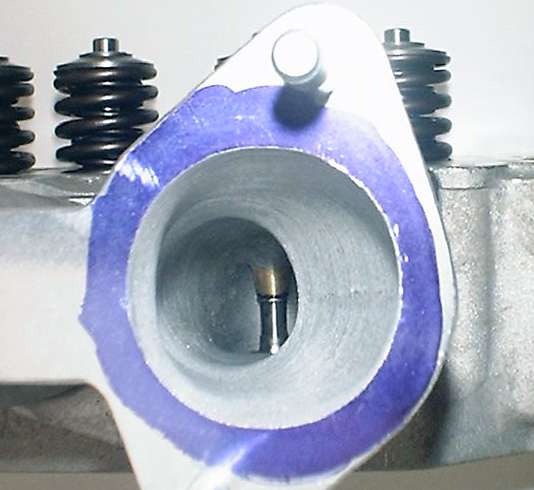
MSX cylinder head intake port after porting
Photo supplied by Kelvin Dodd
Take A Seat
With an already 'finished' head, we have a good idea of where the seat height is going to be from the beginning. Now having the head ported, the final valve job was ready to be done. The exhaust valves supplied with the head were a high quality stainless OEM type replacement-valve. We have had much experience with this particular valve and have found them to actually out-flow Rimflo valves at certain lift points, PROVIDING they are properly prepared. These valves were prepared in our usual standard by first truing the head, then the 45 degree angle, and finally a 35 degree back cut was placed on the head leaving the seat 1/16" wide. We also radius (on the lathe) the face-to-margin join for improved flow in the proper direction. For the exhaust seats themselves, we decided to go with a somewhat "classic" three-angle grind leaving a "minimal" .020" 30 degree top angle, a 1/16" seat, and a 60 degree bottom angle, blended into the port. Here we chose to leave as little top angle as practical in order to give ourselves room for a larger radius below the seat and into the short turn area, among other things. This profile is similar to the one we use frequently on 5-port heads, with only minor differences.
The new inlet valves were another stock replacement type valve in the larger diameter. We again did everything as on the exhaust, with two exceptions. One is that we left only a minor .002" chamfer on the face-to-margin join. This is to discourage reverse flow. The other exception, is that we used a 30 degree back cut, leaving the seat width slightly narrower at .058" wide. The seats in the head were cut to correspond with the O.D. of the valve, and the top and bottom "angles" were roughed-in with the valve grinding equipment. All I will say for the inlet seats, is that we use a minimal top angle, and we use a bottom angle that is less than 60 degrees but greater than 50. The actual angle will vary with port direction and the actual flow direction (as found with pressure plotting). In this case we used a "best compromise" and went from there. I will also say that the "blended" form on the short side radius is much different than that on the long side in order to better take advantage of the differing flow properties of each area respectively.
After the seats were done, we finished the ports and chambers to our usual quality standards with 60 grit on the inlets and 80 grit on the chambers and exhaust ports. We use a split rod for the final finishing work in order to make a more "continuous" scratch pattern in the metal.
The Proof Is In The Porting
With our initial development work done, we were ready to begin testing the head. Astute readers will note that we have not followed a "scientific" trial-and-error type development program up to this point. Some may find this a failing on our part, however our past experiences with inter-port cross sectional sizing and shapes allows us to develop things to a rather high standard the first time around. Nonetheless, I would be remiss to tell you we had reached the limit of development with this head. Rather, at this time we felt we had achieved a new, much improved, baseline as a point from which further development could spring in the future. In reality, we were at a point we had expected a head with of this price and advertised quality to be in when received. I say this because, when one buys a head from a company like Edelbrock, Brodix, or Dart, for an engine like a V-8 Chevy or Ford, one gets a head that is hard to improve upon. In other words, the company selling the product has done the development work for you and anything you are likely to do, is only really going to be a fine-tuning effort for your particular application. Had that been the case with the MSX, we would probably have needed to be more specific when working out our development processes the first time around.
Our first test for verification, was to put the head back on the flow-bench and see how we had done relative to flow quantity. Not surprisingly, we "found" a significant amount of increased inlet flow, as much as a 22 CFM difference in fact. On average, for three critical lift points, we made 19 CFM more than the head in the stock configuration. We also made some worthwhile improvements to the lower lift regions without incurring a proportionate amount of reverse flow. On the exhaust side, things were not as great as we had hoped, and this was mainly due to the very tight short turn radius as we stated earlier. However we did find improvements that were worth-while and our pressure probe results showed that we had reduced the back-eddy phenomenon related earlier. We also probed the inlet side and found improvements in pressure distribution there as well. Our chamber side de-shrouding profile seemed to work reasonably well with the port flow we had created, thus making the results as an average, quite good. All in all, we had achieved a dramatic improvement to the head's flow capabilities and satisfied our goals for the development we had planned. The customer was exceedingly happy at the improvement as well, which makes it a nice bonus for all our hard work.
But What Now?
To take this head to the next "level," another development process similar to the first would be needed. This time however, we would be nearing the limit of our measuring capabilities for port cross-sectional area. One way to get around this problem is to mold them. For this to be done, one casts a simple mold of the port from a latex or RTV-like rubber compound. Once the mold is set, it's removed from the port. With the mold removed, one not only gets a better representation of the port's shape, but one can also cut the mold along various cross sectional 'windows' which can then be transferred to graph paper for easy size calculation. It is also possible to plot pressures and record them on these cross sections, which can then be evaluated for shape changes and sizing. The other place we could implement changes for the better, would be in a revised chamber form. We were basically happy with the form we had created. However I will say that while it was good, it was still not optimal. For this we would again use pressure plotting and mold taking for the development process. After "designing" the new form, we'd make templates, cut the head to them, and then re-test the new form for verification. With this process of development, it's rare for anyone to go backwards, providing one carefully follows logic.
The last area we'd work on after achieving our "final baseline" would be the seats and valve head profiles. We would largely do this with an aim for improved wet-flow performance and that's about it. Anything more would require some addition of metal and that is generally not practical to do. It would also add to the cost, and we must keep in mind that the customer who paid well over $1,000.00 for the head in the first place is generally not excited with the prospect of spending an additional $800 or so on head-work to get it up to snuff...or even MORE for a welded version!
The Future Of Cross-Flow Technology
While we were pleased with what we had done for the MSX, we also felt there was "more" available. With a welded version (or a cast version with a better core design), these heads could be absolutely unbeatable. However, they still are not the "best" for another reason. It's our opinion these heads have a limitation imposed, not solely from their basic "flaws" but also from the layout in general. The center siamese exhaust port is not ideal as everyone knows, and the cooling issues with the two center exhaust-ports being together will tend to upset the chamber temperatures form one to the next. We feel there is much to be gained by going to a "Ford-like" symmetrical layout that would allow four inlets and four exhaust ports. We believe there is room in the existing valve-train package to facilitate this and feel it would be "doable". Whether we end up seeing a head like this in the future, no-one can say. But the idea is intriguing nonetheless, as it would "release" the present design from a good many "built-in" inadequacies.
Sean
---------------------------
And then these messages posted as follow up to Sean Brown's long article:
Posted 19 January 2003
Peter Burgess, UK, peter@burgesstuning.free-online.co.uk
Hiya Sean,
What Bhp returns are you getting with the MSX head?
We have had some very interesting flow results using 1.67" inlet valves on the X-flow and on the five port head. The very shallow 'short side' of the inlet port is quite a headache with small valves isn't it?
Peter
Posted 20 January 2003
vem myers, Nevada, USA, vemarooski@aol.com
Sean-
Wonderful, thought provoking post. .... It ain't no fluke Mr. B had the first response. Just a quick FYI on Peter's question and Sean's "scatter" cam notation. From the Test Sheet note on Cameron Gilmour's MSX-399T (referenced) crossflow, his cam seems to be in that "scatter-type" range mentioned above. He's showing 180BHP( flywheel) at 7k.
Posted 20 January 2003
Rob Edwards, North Carolina, USA
I guess I haven't been paying close enough attention -- what is a "scatter scam"?
Posted 20 January 2003
Clifton Gordon, NC, USA, flash1929@yahoo.com
Rob,
Some discussion on the pros and cons of a scatter pattern cams are at
www.minimania.com/MM/Camshafts___Scatter_cams__pros_and_cons.htm
Perhaps reading it will shed some light on the scatter pattern concept.
Regards, Clifton
Posted 20 January 2003
Rob Edwards, North Carolina, USA
Thanks Clifton!
And re-reading my post just now I caught my typo. By the sound of the article, apparently some of these scatter cams are indeed "scatter scams!" ;-) The principle certainly makes sense though -- each cylinder has a different "view of the world" so it is reasonable to conclude that each cylinder would benefit from a different set of intake/exhaust lobe profiles. But as always, the devil is in the details.... Cheers!
Posted 21 January 2003
Sean Brown, Oregon, USA, sevenshop@terragon.com
Peter,
We don't have dyno results for the MSX head. While I don't disbelieve your statement regarding the 1.67" inlet valves, I do not fully understand the statement regarding the "shallow 'short side' of the inlet port". I will say that when the inter-port cross sectional areas do not fall into the correct percentage "limits" (as stated in my post above), you will have a hard time making the flow "like" the under-seat areas (including the short side turn).
Sean
Posted 21 January 2003
Peter Burgess, UK, peter@burgesstuning.free-online.co.uk
Hiya Clifton,
Nice link, I enjoyed the read and we feel the use of scatter cams for race engines is a 'good' use for the genre. The engines appear to come on the cam earlier. Reading to the bottom of the link I note that Keith Calver wrote the article. I have known Keith for many years and respect his first class engineering mind and straight forward no bulls**t approach. He told us to try the MD310 some years ago in a Mini engine and it duly blistered the rollers... for a Mini!!
Sean,
I mention the 'short side' of the inlet port, meaning the tightest turn into the chamber from the port. The port wall to chamber depth is much less than the CI heads and allows for a tight radius into the chamber only, this seems to promote flow to impinge on the back of the valve rather than 'gluing' itself to the turn in the port and into the chamber. Putting a larger valve into the head allows for a better radius into the chamber and therefore more efficient flow per unit area of the valve.
Peter
Posted 21 January 2003
cameron gilmour, www.britishclassiccarspares
vem
the camshaft we have been developing is not scatter its a straight piper grind and do not feel that scatter cam would make much of a difference on this particular engine, what might make a difference is altering the exhaust profile, chances are I will be putting another crossflow on the dyno in the next couple of months I may put a different grind on the cam, really depends on what the customer wants, reliability, power or compromise, by the way have you fitted that exhaust manifold yet?
Posted 23 January 2003
vem myers, Nevada, USA, vemarooski@aol.com
Cameron-
No not yet, no time. I would love to hear how you might be adapting ford profiles, rollers, etc to your 1950's. I asked before and still wonder, have you done any work at 2100cc??....
Posted 24 January 2003
Chris Betson, Essex, England, chris@octarine-services.fsnet.co.uk
http//www.octarine-services.fsnet.co.uk
Cameron,
Read the article in MG World - I am intrigued by the statement re gas flow "through the head". If the gas flows from the right hand inlet ports through a 90 degree turn into the cylinder then squeeze, bang, blow - how does it know or care whether it turns 90 degrees left or right to get out again???? I can appreciate that the crossflow head has an advantage in better port layout and if it has hemi chambers with inclined valves then they is a distinct flow across the head - especially during the exhaust scavenging period, but I just can't see the advantage in the bathtub chamber design of the B series. By the way, with 180bhp at the engine, what are you getting at the wheels and how many horses do you get at 3000 rpm?
Posted 27 January 2003
O. Jibril, Chicago, mgb77brg@aol.com
How long should the intakes be for the MSX head? Once the siamesed intake is eliminated, can't the induction system be resonance tuned to enhance the power band? The current offerings seem to be a bit lackluster for either the Webers (DGV or DCOE) or the SU's, almost like the dreaded log intake. I've not seen any Maniflow intakes for the crossflow, do any exist?
Cheers, O. Jibril
Posted 27 January 2003
vem myers, Nevada, USA, vemarooski@aol.com
O-
I believe Steve above has a source for the x-flow adapted "Maniflows". ....
Vic
Posted 28 January 2003
Steve S., Virginia, USA
Vic-
The Maniflow intake manifold is mounted on the cast iron 5-port Peter Burgess Fast Road head that graces my present engine. To the best of my knowledge, Maniflow doesn't make any manifolds for Crossflow heads, nor do they have any listed on their website. Too bad! We can only wish........
Posted 30 January 2003
vem myers, Nevada, USA, vemarooski@aol.com
Steve-
Thanx for the clarification, O-
Then perhaps, a Moss manifold up to Sean for flowing in Oregon?
Vic
Addendum January 2010:
See off-site five year follow-up report about "giving up" on trying to work with the MSX heads.
http://flowspeed.com/msx-tribute.htm
|